DAL METALLO GREZZO AI TONDELLI PER MONETE

Reparti aggiustatoio e bianchimento
REPARTO AGGIUSTATOIO
Prima di passare nel reparto stampa-monete i tondelli, divisi per metallo, venivano passati alle macchine cernitrici, dotate di una tela senza fine che li trasportava presentandoli successivamente sulle due facce.
L’ultima operazione meccanica effettuata sui tondelli consisteva nell’orlettatura. Per i metalli inferiori venivano utilizzate dalla Zecca due macchine rotative di tipo Johne le quali esercitavano una pressione sul tondello monetale per rialzarne i bordi, con una produzione che raggiungeva i 600 pezzi al minuto.
Due macchine rettilinee alternative quadruple eseguivano invece l’orlettatura dei tondelli in metallo nobile, che risultava liscia per le monete in oro e per quelle coloniali in argento e con incisioni per i pezzi in argento da 5, 2 e 1 lira.
REPARTO BIANCHIMENTO
Ultimata la lavorazione meccanica dei tondelli, quelli in metallo nobile passavano al reparto bianchimento e rincozione, diviso in due ambienti, uno con il forno di ricottura del tipo a muffola e l’altro con le vasche di bianchimento, in piombo. Una volta bianchiti i tondelli venivano estratti meccanicamente dal barile, lavati a grande acqua e, da ultimo, sottoposti ad asciugatura.
Galleria Multimediale
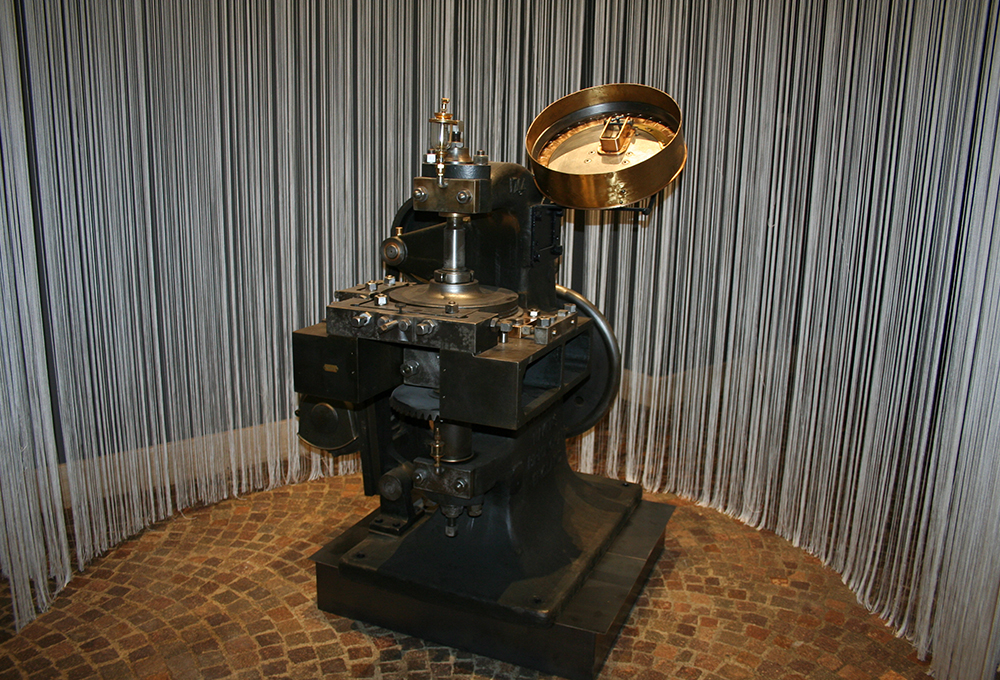 Orlettatrice circolare Taylor & Challen LD – Birmingham, England
Orlettatrice circolare Taylor & Challen LD – Birmingham, England