DAL METALLO GREZZO AI TONDELLI PER MONETE

Reparto laminazione e fabbricazione dei tondelli
Dalle fonderie le verghe metalliche passavano al reparto laminazione, sistemato in ambienti adiacenti alle fonderie stesse, sul lato del fabbricato prospiciente la strada. Le officine di laminazione e preparazione dei tondelli erano divise in due reparti, uno destinato alla lavorazione dei metalli nobili (oro e argento) e l’altro ai metalli inferiori (bronzo e nichelio misto). Nel reparto metalli nobili furono impiantati un laminatoio sgrossatore, due laminatoi mezzani, due rifinitori e due egualizzatori. Una volta portate allo spessore voluto le verghe di metallo mediante laminazione, si passava al taglio dei tondelli, al quale si provvedeva con appositi taglioli, tre nel reparto metalli nobili e due in quello dei metalli inferiori. Le macchine, comandate da motori elettrici, erano provviste di porta-punzone e porta-matrice in acciaio per tagliare due o più tondelli alla volta, mentre appositi rulli di alimentazione trasportavano le lame metalliche sotto i taglioli. La velocità della acchina era di 150 colpi al minuto con una produzione di 300 tondelli con due punzoni.
Galleria Multimediale
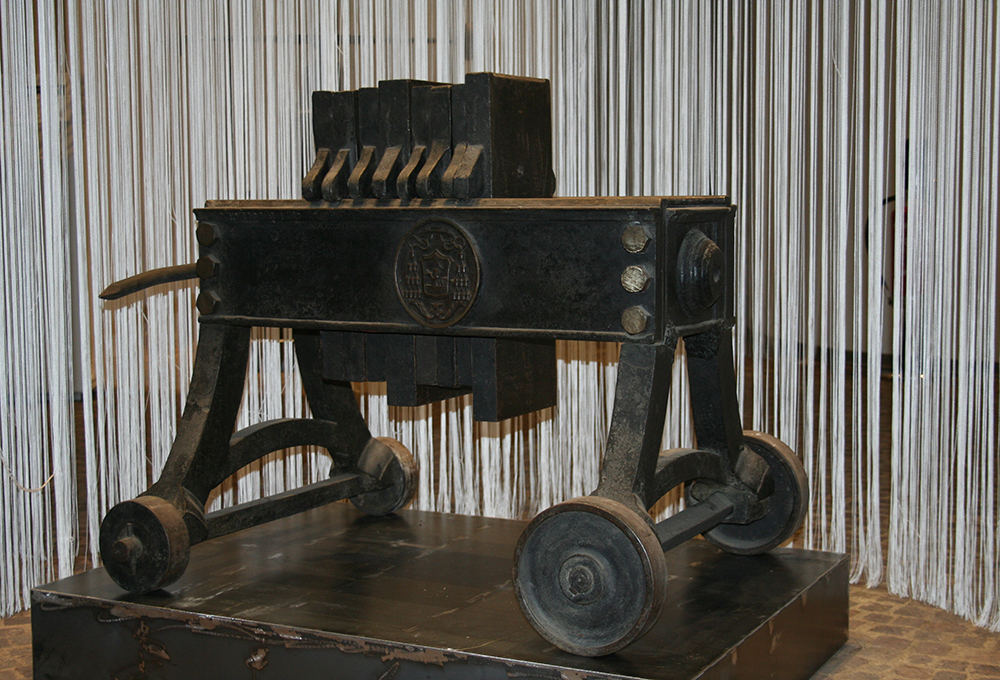 Lingottiera della Zecca pontificia con stemma di Gregorio XVI (1831-1846)
Lingottiera della Zecca pontificia con stemma di Gregorio XVI (1831-1846)